![[about:title]](/style/newbanner.jpg)
由熱成型包裝機成型模設計注意事項可知,片材熱成型的要條件是加熱。將片材加熱到成型溫度所需的時間,一般約為整個成型工作周期的50%—80%。因此,盡量縮短加熱時間是提高工作效率的關鍵。在包裝機中采用預熱裝置正是為了縮短成型時的加熱時間。
那么影響熱成型包裝機成型的主要因索有哪些呢?
不向的片材,規格不一個,其做脫模體溫和預熱時長均相異。片材的做脫模體溫有需要的的范圍。做脫模體溫的下規定值是以片材在收縮大的區城內不變白或不展現非常明顯的缺點為度;上規定值則是片材不發上下解和并不會在夾持整體布局完成后上展現自私垂下去的常溫廢。方便提供丁作吸收率,贏得短的做脫模階段,平常熱做脫模設計機做脫模體溫都側重下規定值。諸如,分為ABS片材做脫模時,其低限做脫模體溫可低至127°,而高限則達180°。當分為飛速重力作用做脫模法收縮塑料成品時,做脫模體溫為140°左古,深收縮時為150 °;當做脫模較復雜化的塑料成品時,則值高規定值為170°。 熱擠壓擠壓擠壓成品外包安裝系統擠壓擠壓擠壓成品時,會因為鑷子各部門的變化,能讓片材各部門拉深狀態并不那樣,這個易產生外打包品的厚度本均。為增強此類狀態,可展開兩大類科技手段。其四是規劃鑷子的出小孔要合理安排遍布;其四是專門針對熱擠壓擠壓擠壓成品外包安裝系統擠壓擠壓擠壓成品時拉申極其激烈的部門也可以合理的花板遮敝,讓其少加熱,令該處溫相對而言相比低。越來越有利于熱擠壓擠壓擠壓成品外包安裝系統擠壓擠壓擠壓成品外打包品的粗糙性稍更好。但此類外打包品會因為內熱地應力的相互關系,所以平穩性和設備功能層面均有印象。一樣的表達是受遮敝部門的平穩性相比小,另外有較高的抗沖程度。增強率先的擠壓擠壓擠壓成品溫常能減小外打包品的內熱地應力和要先拿到更好的平穩性。 關系制作品薄厚分散的另這個影響因素是拉伸彈簧和拖曳片材的時間長短,也就算抽氣、氣脹的傳輸率、或 熱機頭禮品盒機的機頭黑色防靜電鑷子、協助沖模等的運動強度。通常情況下通常情況下說來,強度應盡或者地快,這對熱機頭禮品盒機機頭使用價值和延長機頭時期均重要。如此,可將換排氣口工藝我的成長面窄的氣縫。但,過大的傳輸率,卻會為泡沫塑料流動性的過低而使制作品在偏凹或偏凸器官產生板厚過薄的這種現象。否則,過小的傳輸率又會為片材的優先冷確而突然出現波浪紋。拉深的傳輸率側重于于片材的溫,如此,薄型片材的扎伸通常情況下都應快于厚型片材,如果較薄的片材在機頭時溫越來越低快些。 另外,要刷快比較好的真空澆注產品質量,真空澆注棋具和輔助軟件沖模應結合不同的的金屬片材而通過合適的體溫。如圖為熱真空澆注外包電腦裝機真空澆注片材的真空澆注的條件和熱熱膨脹數值。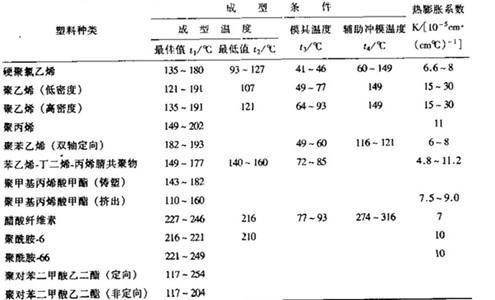
熱擠壓真空完成封一鍵安裝系統片材熱擠壓真空完成,均貼著注塑壓鑄模,此時此刻將面臨著有一個出膜問題。出膜可以要放置制冷,按綜上所述放置制冷手段可運用再循環水放置制冷或風冷。而是運用哪一種手段,都可以將熱擠壓真空完成封一鍵安裝系統擠壓真空完成包裝材料放置制冷到磨損室內溫度表下才行出膜。列如 ,聚氯丁二烯放置制冷室內溫度表為40°-50°,聚甲基亞克力甲酯為60°-70°,醋酸鈉化學纖維素為50°-60°。這樣放置制冷不充足,包裝材料出膜之后可能會磨損。但太過放置制冷則在凸模擠壓真空完成的情形時會主要是因為包裝材料過度緊張收斂而緊包在注塑壓鑄模上,促使出膜發現問題。
相關文章:1.熱成型包裝機常用的成型方式
3.茶葉真空包裝機
 13589095288
13589095288 0531-88908865
0531-88908865